Устройство для обнаружения утечки воздуха из вспененных пищевых продуктов
1. Благодаря использованию метода экструзии и усовершенствованного алгоритма анализа сил, максимальная производительность может достигать 400 пакетов в минуту.
2. Подходит для пищевых продуктов, упакованных в пакеты с надувным наполнителем и другие подобные пакеты.
I. Знакомство с продуктом
1. Обзор производительности
Система функционального контроля MT-DZ-XL-S2-01 — это полностью автоматизированная система, разработанная для высокоскоростных производственных линий, способная проверять до 300 упаковок в минуту. Она использует контактный метод онлайн-детектирования, позволяющий напрямую и точно измерять характеристики давления внутри контейнеров с продукцией. Система обеспечивает стабильные и надежные данные выборки, достигая точности контроля, превосходящей как отечественные, так и зарубежные аналоги.
В основе технологии лежит метод обнаружения сжатия ленты, который непрерывно разрабатывался и оптимизировался на протяжении более десяти лет исследований и практического применения. Во время работы гибкий зажим ленты мягко сжимает транспортируемый продукт, а боковой датчик регистрирует изменение внутреннего давления. Контроллер преобразует этот сигнал в цифровой выходной сигнал, который затем обрабатывается для оценки внутреннего давления в контейнере и качества продукта.

2. Объекты, подлежащие контролю
Картонные коробки или пакеты, содержащие жидкий азот.
Пластиковые пакеты, наполненные газом или паром.
Пакеты из жидкой алюминиевой фольги с устойчивым дном
3. Возможности инспекции
Выявление утечек, вызванных неисправными уплотнениями.
Выявление недостаточного давления или аномального вздутия в упаковке.
4. Основные характеристики и технические параметры
Адаптивная синхронизация со скоростью производственной линии; машина автоматически останавливается во время простоя линии, чтобы предотвратить разрыв или застревание мешка.
Производительность проверки: более 300 упаковок в минуту.
Совместимость с контролем продукции как под высоким, так и под низким давлением.
Точность измерения давления до ±0,02 МПа
Высокая устойчивость к механическим ударам и вибрации.
Удобный интерфейс «человек-машина» (HMI).
Динамический мониторинг и отображение в реальном времени нескольких наборов данных о браке.
Световая индикация при нештатных ситуациях
Полное меню на китайском языке для локализованной работы.
Собственный алгоритм цифровой обработки сигналов Maotong DSP
Круглосуточная удаленная техническая поддержка.
Непрерывное отклонение с автоматической защитой от отключения.
серийный номер
|
Содержание теста |
Описание теста |
Уровень отказов
|
Частота ложных отказов
|
1 |
Утечка сумки |
Неправильная герметизация или протечка, вызванные застреванием материала. |
≥99,98% |
≤0,05% |
2 |
Давление мешка |
Давление в упаковке после запайки слишком низкое или слишком высокое, отклоняющееся от нормального значения на ±0,02 МПа. |
≥99,93% |
6. Схема экструзионного оборудования

Механизм обнаружения утечек
В передней части системы добавлен направляющий механизм для предварительного сжатия продукта, поддерживающий стабильное внутреннее давление. При наличии утечки система максимально сбрасывает давление, и измерение давления в задней части показывает значительное отклонение от ожидаемого значения. И наоборот, продукты без утечек демонстрируют лишь незначительные изменения давления. Этот метод позволяет надежно обнаруживать утечки и неудовлетворительные герметизирующие свойства.
7. Принцип обнаружения
По мере перемещения продукта по конвейеру, он сначала идентифицируется датчиком позиционирования, который регистрирует его прибытие, идентификационный номер продукта и сигнал энкодера через блок управления. Это действие активирует датчик силы, который измеряет мгновенное давление, оказываемое продуктом на конвейерную ленту.
Полученные данные о давлении передаются по сети на плату обработки сигналов Maotong, где они подвергаются анализу и обработке. Затем результаты отправляются как на человеко-машинный интерфейс (HMI) для отображения в реальном времени, так и в блок управления. Если система обнаруживает продукт, не соответствующий требованиям по давлению, блок управления выдает сигнал о браке, и устройство отбраковки удаляет соответствующий дефектный продукт.
II. Установка оборудования
1. Погрузка, разгрузка и хранение
Во время транспортировки оборудование должно быть надежно закреплено и надлежащим образом упаковано. Особое внимание следует уделить защите датчиков от давления или натяжения. Внешняя поверхность должна быть обернута влагостойкими и ударопрочными материалами, чтобы избежать царапин, вмятин или повреждения водой. Оборудование должно быть надежно закреплено на транспортном средстве, чтобы предотвратить его перемещение и вибрацию.
При разгрузке используйте специализированное подъемное оборудование, обеспечив надежное крепление машины во избежание соскальзывания. Во время хранения и эксплуатации необходимо поддерживать следующие параметры окружающей среды:
Относительная влажность: 10–80%.
Температура: 0°C–50°C
2. Требования к установке
2.1. Разместите оборудование горизонтально, убедившись, что зажимная конвейерная лента параллельна нижней конвейерной ленте.
2.2. Перед включением питания внимательно осмотрите все кабельные соединения и убедитесь в заземлении блока управления в стойке.
2.3. Требования к электропитанию: однофазное переменное напряжение 220 В, 50 Гц, общая мощность 250 Вт.
2.4. Требования к пневматическим системам: сжатый воздух 4–8 бар, соответствующий отраслевым стандартам качества.
2.5. Для обеспечения оптимальной точности обнаружения рекомендуется проводить тестирование продукции после охлаждения. Оборудование следует устанавливать на прямом участке конвейера длиной 1,5–2 м.
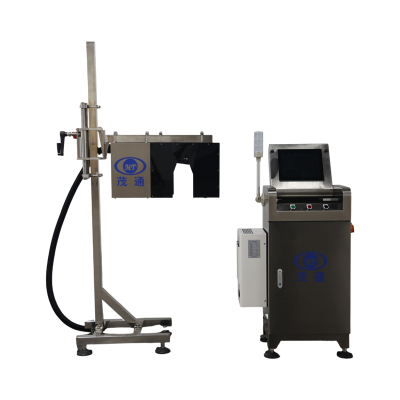
3. Структура и внешний вид
3.1. Габаритные размеры: Как показано на чертеже.
3.2. Конструкция рамы: нержавеющая сталь 304, интегрированная с конвейерной системой.
3.3. Приблизительный вес: 100 кг
III. Меры предосторожности
Перед началом эксплуатации данного оборудования, пожалуйста, соблюдайте следующие правила техники безопасности:
3.1. Эксплуатировать машину могут только лица, прошедшие базовую подготовку по работе с оборудованием.
3.2. Техническое обслуживание и ремонт должны выполняться квалифицированными специалистами.
3.3. Перед началом работы убедитесь, что все предупреждающие знаки и защитные устройства находятся на своих местах.
3.4. Не используйте оборудование с открытой крышкой. Крышку следует открывать только при отключенном питании и подаче сжатого воздуха.
3.5. Во время работы держите руки подальше от шатуна отбраковочного цилиндра.
3.6. Не закрывайте и не прикасайтесь к фотоэлектрическому датчику во время работы системы, так как это может привести к ложному срабатыванию отбраковщика и создать угрозу безопасности.
3.7. Не отключайте электрические соединения, пока система включена, чтобы предотвратить повреждение электронных компонентов.
3.8. Во время технического обслуживания необходимо четко маркировать оборудование идентификационными бирками безопасности, чтобы избежать случайного запуска.
3.9. При подключении внешних устройств убедитесь, что обе системы выключены. Подключайте питание только после завершения всех подключений.
3.10. Поскольку электронные компоненты чувствительны к статическому разряду, корпус и шкаф управления должны быть надежно заземлены.