Технология визуального контроля дефектов внешнего вида ПЭТ-бутылок: от принципов до промышленного применения
1. Распространенные дефекты внешнего вида ПЭТ-бутылок и их влияние на качество продукции
Качество внешнего вида ПЭТ-бутылок, являющихся основной формой упаковки для напитков, продуктов питания и других быстроходных потребительских товаров, напрямую влияет на первое впечатление потребителей о продукте и имеет решающее значение для безопасности и срока годности содержимого. В процессе производства ПЭТ-бутылки подвергаются множеству процессов, включая выдувное формование, розлив, маркировку/нанесение и кодирование. Каждый процесс может привносить определенные дефекты внешнего вида. На этапе выдувного формования, когда высокотемпературный газ вдувается в преформу и придается ей форму с помощью формы, могут возникнуть такие дефекты, как деформация бутылки и искривление горлышка. На этапе наполнения распространенными проблемами являются пропуски наполнения, недостаточное заполнение, а также незакрепленные или кривые крышки (в том числе высокие и кривые крышки). Процессы маркировки и нанесения могут привести к смещению или отсутствию этикеток, а процессы кодирования могут привести к пропущенному или неправильному кодированию из-за неисправностей оборудования.
Эти дефекты варьируются от незначительных изменений внешнего вида продукта до серьёзных последствий, напрямую влияющих на качество содержимого. Особенно это касается продуктов, чувствительных к кислороду, таких как чайные напитки и молочные продукты, когда неправильно запечатанные крышки бутылок могут привести к порче продукта, а неправильная маркировка или нечёткое кодирование могут вызвать проблемы с контролем рынка. Таким образом, выявление дефектов внешнего вида ПЭТ-бутылок связано не только с внешним видом продукта, но и является ключевым звеном контроля качества.
Таблица: Основные типы дефектов ПЭТ-бутылок и их влияние
Категория дефекта Конкретный пример дефекта Влияние на качество продукции Дефекты крышек бутылок Высокая крышка, кривая крышка, сломанная крышка, отсутствие крышки Порча, утечка и загрязнение содержимого Дефекты этикетки Нет этикетки, высокая или низкая этикетка, перфорированная этикетка, кривая этикетка Неполная информация, влияние на имидж бренда Дефекты кодирования Отсутствует кодировка, размытость, неверная дата Сложность прослеживаемости продукции, риски рыночного надзора
Дефекты корпуса бутылки Деформация, искривление шеи, утечка Нарушение функции упаковки, потеря содержимого
2. Технические принципы и состав системы визуального контроля
Полностью автоматизированная система визуального контроля имитирует работу органов зрения человека, используя оборудование для получения изображений для получения изображений внешнего вида ПЭТ-бутылки. Затем передовые алгоритмы обработки изображений анализируют качество изображения для окончательной идентификации и классификации дефектов. Полная система визуального контроля обычно состоит из трёх основных компонентов: модуля получения изображений, модуля обработки изображений и модуля обработки результатов.
Модуль получения изображений, своего рода «глаза» системы, в основном состоит из промышленной камеры, оптических линз и специального источника света. Учитывая высокую отражательную способность поверхностей ПЭТ-бутылок, для выделения целевых объектов обычно требуется специально разработанная система освещения. Например, в инспекционном оборудовании, разработанном компанией Jinan Maotong, используется «комбинированный метод фронтальной и контровой подсветки» и «телецентрическая оптическая конфигурация», что позволяет эффективно выявлять этикетки и их дефекты, обеспечивая точность и высокую достоверность контроля. Для контроля прозрачных бутылок специализированные оптические датчики (например, серии 5 и серии 3C), предлагаемые такими компаниями, как Leuze, позволяют эффективно решать задачи контроля прозрачных материалов.
Модуль обработки изображений, «мозг» системы, выполняет важнейшую задачу идентификации дефектов. Этот модуль сначала выполняет предварительную обработку полученных изображений, включая преобразование в оттенки серого, пороговую сегментацию и бинаризацию, для получения более полной информации о дефектах на изображениях. Впоследствии, благодаря таким алгоритмам, как обнаружение контуров, извлечение признаков и распознавание образов, система может точно определить, соответствует ли продукт требованиям. Например, при контроле крышек для бутылок система рассчитывает максимальное расстояние от верхнего края крышки до базовой линии и определяет, соответствует ли герметичность крышки требованиям, используя углы между линиями левого и правого краев, а также между линиями базового и верхнего краев.
Модуль обработки результатов действует как «рука» системы, отвечая за преобразование результатов обработки в конкретные действия. При обнаружении дефектного изделия система немедленно посылает сигнал на устройство отбраковки для точного удаления несоответствующего изделия. Для повышения точности отбраковки система обычно включает в себя датчик скорости для автоматического отслеживания скорости конвейерной ленты, обеспечивая синхронную отбраковку. Современные системы визуального контроля также обладают широкими возможностями статистической обработки данных, позволяя отображать количество и долю несоответствующей продукции в режиме реального времени на сенсорном экране и осуществлять удалённый мониторинг и хранение производственных данных через интерфейс Ethernet.
3. Технические подходы различных типов систем визуального контроля
Системы визуального контроля дефектов внешнего вида ПЭТ-бутылок можно в целом разделить на два технических подхода в зависимости от используемых в них основных технологий обработки: встраиваемые системы на базе программируемых кристаллов на кристалле (SOPC) и промышленные интегрированные системы. Каждый подход имеет свои преимущества и подходит для различных производственных сценариев и потребностей.
3.1 Встроенные системы визуального контроля на основе технологии SOPC
Системы контроля на основе технологии программируемых систем на кристалле (SOPC) используют в качестве аппаратного ядра ПЛИС (программируемые логические интегральные схемы), полностью реализуя возможности параллельной обработки данных, предоставляемые программируемыми логическими устройствами. Эти системы обычно базируются на микросхемах ПЛИС Altera или Xilinx, а программные процессоры, такие как Nios II, используются в качестве управляющего ядра. Система обеспечивает полную функциональность обработки изображений благодаря подключению периферийных модулей, таких как интерфейсы получения изображений, контроллеры хранения данных и контроллеры VGA, к шине Avalon.
Существенным преимуществом системы этого типа является возможность высокоскоростной обработки. Поскольку FPGA обеспечивают параллельные вычисления на аппаратном уровне, скорость обработки изображений намного превосходит системы, основанные на процессорах общего назначения. Экспериментальные данные показывают, что система на основе SOPC обрабатывает изображение одной бутылки примерно за 90 миллисекунд, что обеспечивает скорость обнаружения более 10 бутылок в секунду и точность, превышающую 99%. В то же время эта система обеспечивает высокую гибкость, позволяя пользователям настраивать алгоритмы обработки изображений и стандарты обнаружения по мере необходимости, например, реализовывать конкретные критерии оценки обнаружения изображений посредством программирования на C++.
Однако технологический путь SOPC также требует от компаний наличия мощных возможностей проектирования оборудования и разработки алгоритмов, что делает его более подходящим для крупных производителей напитков или системных интеграторов с высочайшими требованиями к скорости обнаружения.
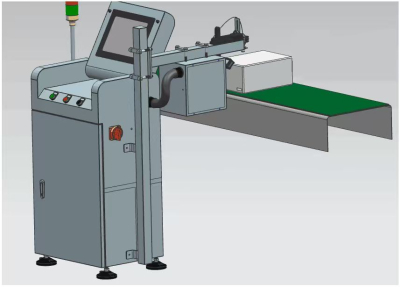
3.2 Промышленные интегрированные системы визуального контроля. Промышленные интегрированные системы визуального контроля строятся на основе проверенных промышленных компонентов машинного зрения, таких как видеопроцессоры Siemens в сочетании с ПЛК (программируемыми логическими контроллерами) и сенсорными экранами, образуя комплексные системы контроля. Такие системы, как правило, разрабатываются специализированными компаниями по автоматизации (например, Hangzhou Huafeng Automation Systems Co., Ltd.) как комплексные решения, обеспечивая полный набор функций — от получения изображений до устранения дефектов.
Преимущества промышленных интегрированных систем заключаются в их высокой стабильности и быстром внедрении. Система полностью изготовлена из нержавеющей стали, что соответствует гигиеническим стандартам пищевой и перерабатывающей промышленности; её независимая механическая конструкция обеспечивает лёгкую установку в любой точке производственной линии; а регулируемый по осям X-Y-Z механизм обеспечивает большую эксплуатационную гибкость. Например, системы технического зрения Siemens предлагают как цифровые сигнальные интерфейсы, так и промышленные сетевые интерфейсы, что позволяет пользователям выбирать оптимальную конфигурацию в зависимости от фактических условий работы, что удобно и экономично.
Эти системы также отличаются превосходной скоростью инспекции, достигая на практике скорости более 1500 бутылок в минуту. Кроме того, система обладает мощными возможностями передачи данных, взаимодействуя с компьютерами через интерфейсы Ethernet, что позволяет осуществлять онлайн-мониторинг, модификацию программ и регистрацию производственных данных, создавая основу для интеллектуального производства.
Таблица: Сравнение систем визуального контроля с различными техническими подходами
| Технические характеристики | Система на базе SOPC FPGA | Промышленная интегрированная система |
| Скорость обработки | Очень быстро (90 мс/бутылка) | Быстро (1500 бутылок/минуту) |
| Гибкость | Высокий, полностью настраиваемый | Средний, основанный на конфигурации |
| Сложность реализации | Высокий, требует профессионального развития | Низкий, Plug and Play |
| Расходы | Относительно высокий | Середина |
| Применимые сценарии | Высокоскоростные, индивидуальные потребности | Стандартные производственные линии, быстрое развертывание |
4. Практические примеры применения и анализ эффективности
Практический эффект применения технологии визуального контроля при выявлении дефектов внешнего вида ПЭТ-бутылок впечатляет. Специализированное оборудование разных производителей имеет свои особенности с точки зрения скорости обнаружения, точности и адаптивности. Ниже представлен анализ производительности нескольких типичных сценариев применения.
Что касается проверки крышек для бутылок, многофункциональная инспекционная машина для ПЭТ-бутылок компании Jinan Maotong способна обнаруживать различные дефекты, такие как отсутствие крышки, высокая крышка, перекошенная крышка, сломанная перемычка, сломанное кольцо, крышка смешанного типа и крышка с разным цветом. Скорость проверки достигает 36 000 емкостей в час, что эквивалентно 600 бутылкам в минуту. Оборудование подходит для проверки стандартных крышек на 28 и 38 колпачков, двухслойных крышек и других нестандартных типов крышек, охватывая практически все основные типы крышек для ПЭТ-бутылок, представленные на рынке. Установка обычно располагается после укупорочной машины, что позволяет своевременно выявлять дефектную продукцию и предотвращать попадание дефектов на последующие этапы производства.
Инспекция этикеток – ещё одна ключевая область применения. Многоплоскостная комбинированная инспекционная машина Jinan Maotong для 360-градусной инспекции этикеток использует многостанционную архитектуру, обеспечивая наблюдение под шестью различными углами, что позволяет добиться полного отсутствия слепых зон. Оборудование использует «синхронно-асинхронный режим запуска» и запатентованный алгоритм обнаружения склеивания для точного выявления таких дефектов, как отсутствие этикеток, стыки, неровности, перфорация, перевёрнутость, разрезы, трещины, смятие и горизонтальное смещение этикеток. Это оборудование обладает впечатляющей скоростью инспекции – до 48 000 контейнеров в час, что соответствует требованиям высокоскоростных производственных линий.
Рентгеновские уровнемеры и детекторы утечек сжатием представляют собой эффективные решения для контроля уровня наполнения и герметичности. Рентгеновские детекторы используют принцип различного поглощения рентгеновских лучей различными веществами, что позволяет им проникать в различные прозрачные и непрозрачные контейнеры для определения уровня жидкости со скоростью до 60 000 контейнеров в час. Устройство для обнаружения утечек сжатием использует несколько датчиков уровня жидкости и высокоточных датчиков давления для совместного определения вместимости и герметичности контейнера путем анализа значений уровня жидкости и внутреннего давления при различной интенсивности сжатия, что позволяет точно обнаруживать даже незначительные утечки.
Стоит отметить, что эти устройства обнаружения не только способны отбраковывать бракованную продукцию в режиме реального времени, но и обладают богатым набором функций для обработки статистических данных. Например, система, разработанная компанией Hangzhou Huafeng, способна статистически анализировать количество и долю бракованной продукции, проходящей через каждую единицу продукции, количество и долю бракованной продукции, проходящей через каждую единицу продукции за единицу времени, а также общий объём производства и количество бракованной продукции за каждую смену и месяц. Эти данные отображаются в режиме реального времени на сенсорном экране и могут быть подключены к принтеру для вывода, что служит основой для принятия решений по управлению качеством продукции.
5. Технические проблемы и тенденции развития
Несмотря на то, что технология визуального контроля достигла значительных результатов в выявлении дефектов внешнего вида ПЭТ-бутылок, она по-прежнему сталкивается с некоторыми техническими сложностями. В то же время, чтобы соответствовать растущим требованиям к контролю качества, эта технология постоянно развивается.
5.1 Текущие технические проблемы
Обнаружение прозрачных материалов — одна из основных проблем, с которой сталкиваются системы визуального контроля. ПЭТ-бутылки сами по себе обладают прозрачностью или полупрозрачностью, что легко приводит к отражениям и преломлениям, снижая качество получения изображений. Для решения этой проблемы производители датчиков разработали специальные решения. Например, датчики Leuze серии 5 способны обнаруживать полупрозрачные бутылки и прозрачные пленки; серия 3C специально разработана для обнаружения прозрачных объектов и обладает функциями отслеживания. Однако для стабильного обнаружения в сложных условиях освещения по-прежнему требуется сложная оптическая конструкция.
Ещё одной серьёзной проблемой является необходимость обеспечения реального времени в высокоскоростном производстве. Современные линии по производству напитков постоянно увеличивают производительность, и сотни, а то и тысячи бутылок обрабатываются в минуту. Это предъявляет чрезвычайно высокие требования к скорости получения и обработки изображений. Архитектуры параллельной обработки на базе ПЛИС (FPGA) — эффективный способ решения этой задачи, значительно повышая скорость обработки за счёт аппаратных параллельных вычислений.
Более того, для выявления сложных типов дефектов требуются более совершенные алгоритмы. Например, для точного выявления таких дефектов, как складки этикеток и незначительные перекосы, требуются алгоритмы с высокой степенью защиты от помех и способностью к распознаванию образов. Сочетание традиционных алгоритмов обработки изображений с современными технологиями искусственного интеллекта может стать перспективным направлением.
5.2 Тенденции будущего развития
Будущее технологий визуального контроля ПЭТ-бутылок будет направлено на повышение точности, скорости и интеллектуальности. Благодаря повышению разрешения камер и росту вычислительной мощности процессоров, точность обнаружения поднимется с нынешнего микрометрового уровня до нанометрового, что позволит выявлять ещё более мелкие дефекты. Одновременно с повышением производительности процессоров скорость обнаружения будет продолжать расти, удовлетворяя потребности сверхвысокоскоростных производственных линий.
Глубокая интеграция искусственного интеллекта и машинного обучения — ещё одна важная тенденция. Благодаря алгоритмам глубокого обучения система может автономно изучать признаки дефектов на основе большого количества образцов, что снижает сложность отладки алгоритмов и повышает точность распознавания, особенно для сложных дефектов, которые трудно описать традиционными правилами. Кроме того, станут возможными функции прогнозирования качества, основанные на анализе больших данных, что позволит перейти от «пост-событийного обнаружения» к «пред-событийному предотвращению».
Системная интеграция и многофункциональность также являются важными направлениями развития. Современные системы визуального контроля больше не ограничиваются одной функцией, а развиваются в направлении интеграции нескольких функций обнаружения в одном устройстве. Например, одно устройство может одновременно выполнять функции обнаружения бутылочных крышек, этикеток, уровня жидкости и струйной маркировки, что сокращает занимаемую оборудованием площадь и повышает общую эффективность контроля. В то же время, глубокая интеграция системы с другим оборудованием на производственной линии (например, промышленными роботами, автоматическими транспортными средствами и т. д.) позволит сформировать замкнутую интеллектуальную производственную систему «обнаружение-оценивание-сортировка-оптимизация».
С углублением прогресса Индустрии 4.0 и интеллектуального производства системы визуального контроля больше не будут изолированными единицами контроля качества, а будут глубоко интегрированы в общую систему управления производством, обеспечивая обмен данными и оптимизацию процессов, а также комплексный контроль качества при производстве ПЭТ-бутылок.
Заключение:
Полностью автоматизированная технология визуального контроля дефектов внешнего вида ПЭТ-бутылок стала незаменимым и важным средством контроля качества в современной индустрии напитков. Разнообразное инспекционное оборудование, от специализированных систем на базе ПЛИС до промышленных интегрированных решений, играет ключевую роль в повышении качества продукции, снижении производственных затрат и повышении эффективности производства. Сталкиваясь с такими задачами, как контроль прозрачных материалов, высокоскоростное производство и выявление сложных дефектов, эта технология продолжает совершенствоваться и развиваться в сторону более высокой точности, скорости и интеллектуальности. Благодаря глубокой интеграции передовых технологий, таких как искусственный интеллект и большие данные, перспективы применения технологии визуального контроля в области упаковки ПЭТ-бутылок станут еще шире, предоставляя производителям более комплексные и надежные решения для обеспечения качества.